鋁合金壓鑄件結(jié)構(gòu)設(shè)計(jì)是壓鑄工作的第一步。設(shè)計(jì)的合理性和工藝適應(yīng)性將會(huì)影響到后續(xù)工作的順利進(jìn)行,如分型面選擇、內(nèi)澆口開設(shè)、推出機(jī)構(gòu)布置、模具結(jié)構(gòu)及制造難易、合金凝固收縮規(guī)律、鑄件精度保證、缺陷的種類等。壓鑄工藝是將壓鑄機(jī),壓鑄模具,壓鑄合金三大要素有機(jī)結(jié)合,并加以綜合運(yùn)用的過程。首先取決于壓鑄機(jī)提供的壓鑄能力。根據(jù)壓鑄件的質(zhì)量要求選擇相適應(yīng)的工藝參數(shù),在確定一藝參數(shù)的基礎(chǔ)上進(jìn)行模具設(shè)計(jì)。
1、鋁合金壓鑄件生產(chǎn)廠家。針對(duì)于汽車零件設(shè)計(jì)的注意事項(xiàng)
⑴、鋁合金壓鑄件的設(shè)計(jì)涉及四個(gè)方面的內(nèi)容:
a、主要工藝參數(shù):壓力,速度,時(shí)間,溫度。
b、鋁合金壓鑄件的工藝性能;
c、鋁合金壓鑄件的尺寸精度及表面要求;
d、鋁合金壓鑄件分型面的確定;
鋁合金壓鑄件的零件設(shè)計(jì)是壓鑄生產(chǎn)技術(shù)中的重要部分,設(shè)計(jì)時(shí)必須考慮以下問題:模具分型面的選擇、澆口的開設(shè)、頂桿位置的選擇、鑄件的收縮、鑄件的尺寸精度保證、鑄件內(nèi)部缺陷的防范、鑄孔的有關(guān)要求、收縮變形的有關(guān)要求以及加工余量的大小等方面;
⑵、鋁合金壓鑄件的的硬度標(biāo)準(zhǔn)和結(jié)構(gòu)特性:
a、簡(jiǎn)單的薄臂件,比壓選較低些,結(jié)構(gòu)復(fù)雜的厚臂件,比壓選較高些。
b、結(jié)晶的溫度范圍大,流動(dòng)性差,密度大,比壓選高些。
c、澆筑系統(tǒng),阻力大,流程長(zhǎng)。
d、對(duì)于要求強(qiáng)度高,致密度高的大鑄件,采用高的增壓比壓。
⑶、鋁合金壓鑄件分類
按使用要求可分為兩大類,一類承受較大載荷的汽車零配件零件或有較高相對(duì)運(yùn)動(dòng)速度的零件,檢查的項(xiàng)目有尺寸、表面質(zhì)量、化學(xué)成分、力學(xué)性能(抗拉強(qiáng)度、伸長(zhǎng)率、硬度);另一類為其它零件,檢查的項(xiàng)目有尺寸、表面質(zhì)量及化學(xué)成分。
在設(shè)計(jì)鋁合金壓鑄件時(shí),還應(yīng)該注意零件應(yīng)滿足壓鑄的工藝要求。壓鑄的工藝性從分型面的位置、頂面推桿的位置、鑄孔的有關(guān)要求、收縮變形的有關(guān)要求以及加工余量的大小等方面考慮。合理確定壓鑄面的分型面,不但能簡(jiǎn)化壓鑄型的結(jié)構(gòu),還能保證鑄件的質(zhì)量。
⑷、鋁合金壓鑄件結(jié)構(gòu)的工藝性:
壓鑄的基本特點(diǎn)是快速充型,在整個(gè)快速壓鑄過程中,金屬液以30-60m/s的速度,以射流的形式進(jìn)入型腔,金屬液會(huì)包卷氣體。在這種情況下可考慮讓氣孔分布在何處不影響關(guān)鍵部位,由于成型部位的截面積大于內(nèi)澆口的面積。
1)盡量消除鑄件內(nèi)部側(cè)凹,使模具結(jié)構(gòu)簡(jiǎn)單。
2)盡量使鑄件壁厚均勻,可利用筋減少壁厚,減少鑄件氣孔、縮孔、變形等缺陷。
3)盡量消除鑄件上深孔、深腔。因?yàn)榧?xì)小型芯易彎曲、折斷,深腔處充填和排氣不良。
4)設(shè)計(jì)的鑄件要便于脫模、抽芯。
5)肉厚的均一性是必要的。
6)避免尖角。
7)注意拔模角度。
8)注意產(chǎn)品之公差標(biāo)注。
9)太厚太薄皆不宜。
10)避免死角倒角(能少則少)。
11)考慮后加工的難易度。
12)盡量減少產(chǎn)品內(nèi)空洞。
13)避免有半島式的局部太弱的形狀。
14)太長(zhǎng)的成形孔,或太長(zhǎng)的成形柱皆不宜。
2、鋁合金壓鑄件零件設(shè)計(jì)
鋁合金壓鑄件的壁厚對(duì)鑄件質(zhì)量有很大的影響。以鋁合金為例,薄壁比厚壁具有更高的強(qiáng)度和良好的致密性。因此,在保證鑄件有足夠的強(qiáng)度和剛性的條件下,應(yīng)盡可能減少其壁厚,并保持壁厚均勻一致。
鑄件壁太薄時(shí),使金屬熔接不好,影響鑄件的強(qiáng)度,同時(shí)給成型帶來困難;壁厚過大或嚴(yán)重不均勻則易產(chǎn)生縮癟及裂紋。隨著壁厚的增加,鑄件內(nèi)部氣孔、縮松等缺陷也隨之增多,同樣降低鑄件的強(qiáng)度。
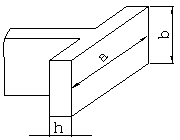
鋁合金壓鑄件的壁厚一般以2.5~4mm為宜,壁厚超過6mm的零件不宜采用壓鑄。推薦采用的最小壁厚和正常壁厚見表1。
鋁合金壓鑄件的最小壁厚和正常壁厚
|
|
||||||||
|
壁厚處的面積a×b(cm2) |
鋅合金 |
鋁合金 |
鎂合金 |
銅合金 |
||||
|
壁 厚 h (mm) |
||||||||
|
最小 |
正常 |
最小 |
正常 |
最小 |
正常 |
最小 |
正常 |
|
|
≤25 |
0.5 |
1.5 |
0.8 |
2.0 |
0.8 |
2.0 |
0.8 |
1.5 |
|
>25~100 |
1.0 |
1.8 |
1.2 |
2.5 |
1.2 |
2.5 |
1.5 |
2.0 |
|
>100~500 |
1.5 |
2.2 |
1.8 |
3.0 |
1.8 |
3.0 |
2.0 |
2.5 |
|
>500 |
2.0 |
2.5 |
2.5 |
4.0 |
2.5 |
4.0 |
2.5 |
3.0 |
最大壁厚與最小壁厚之比不要大于3:1(應(yīng)設(shè)計(jì)壁厚均勻,保證足夠強(qiáng)度與剛度的前提)。
鋁合金壓鑄件壁厚度(通常稱壁厚)是壓鑄工藝中一個(gè)具有特殊意義的因素,壁厚與整個(gè)工藝規(guī)范有著密切關(guān)系,如填充時(shí)間的計(jì)算、內(nèi)澆口速度的選擇、凝固時(shí)間的計(jì)算、模具溫度梯度的分析、壓力(最終比壓)的作用、留模時(shí)間的長(zhǎng)短、鑄件頂出溫度的高低及操作效率;
a、零件壁厚偏厚會(huì)使鋁合金壓鑄件的力學(xué)性能明顯下降,薄壁鑄件致密性好,相對(duì)提高了鑄件強(qiáng)度及耐壓性;
b、鑄件壁厚不能太薄,太薄會(huì)造成鋁液填充不良,成型困難,使鋁合金熔接不好,鑄件表面易產(chǎn)生冷隔等缺陷,并給壓鑄工藝帶來困難;
鋁合金壓鑄件隨壁厚的增加,其內(nèi)部氣孔、縮孔等缺陷增加,故在保證鑄件有足夠強(qiáng)度和剛度的前提下,應(yīng)盡量減小鑄件壁厚并保持截面的厚薄均勻一致,為了避免縮松等缺陷,對(duì)鑄件的厚壁處應(yīng)減厚(減料),增加筋;對(duì)于大面積的平板類厚壁鑄件,設(shè)置筋以減少鑄件壁厚。
恩創(chuàng)科技鋁合金壓鑄件的檢驗(yàn)標(biāo)準(zhǔn):
1) 鑄件外表面不得有裂紋,欠鑄等。
2) 外表面不允許有任何影響外觀質(zhì)量的劃傷,碰傷,拉傷,粘模,冷隔,氣泡。
3) 標(biāo)記無錯(cuò)漏。
在設(shè)計(jì)鋁合金壓鑄件時(shí),往往為保證強(qiáng)度和剛度的可靠性,以為壁越厚性能越好;實(shí)際上對(duì)于鋁合金壓鑄件來說,隨著壁厚增加,力學(xué)性能明顯下降。原因是在壓鑄過程中,當(dāng)金屬液以高壓、高速的狀態(tài)進(jìn)入型腔,與型腔表面接觸后很快冷卻凝固。受到激冷的鋁合金壓鑄件表面形成一層細(xì)晶粒組織。這層致密的細(xì)晶粒組織的厚度約為0.3m左右,因此薄壁鋁合金壓鑄件具有更高的機(jī)械性能。相反,厚壁鋁合金壓鑄件中心層的晶粒較大,易產(chǎn)生內(nèi)部縮孔、氣孔,外表面凹陷等缺陷,使鋁合金壓鑄件的機(jī)械性能隨著壁厚的增加而降低。
隨著壁厚的增加,金屬料消耗多,成本也增加。但如果單從結(jié)構(gòu)性計(jì)算出最小壁厚,而忽略了鑄件的復(fù)雜程度時(shí),也會(huì)造成液態(tài)金屬充填型腔狀態(tài)不理想,產(chǎn)生缺陷。在滿足產(chǎn)品使用功能要求前提下,綜合考慮各后工序過程的影響,以最低的金屬消耗取得良好的成型性和工藝性,以采取正常、均勻的壁厚為佳。
 公司地址
公司地址
 公司郵箱
公司郵箱
 聯(lián)系電話
聯(lián)系電話
東莞市恩創(chuàng)精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號(hào): 粵ICP備14008964號(hào) / 技術(shù)支持:米可網(wǎng)絡(luò) / 百度統(tǒng)計(jì)
 恩創(chuàng)微信公眾號(hào)
恩創(chuàng)微信公眾號(hào) 恩創(chuàng)抖音
恩創(chuàng)抖音






 全國(guó)服務(wù)熱線
全國(guó)服務(wù)熱線